PAINUTATUD KEREGA RIISTAD: SARJAD JA VAKAD
Kui eelmisel puukäsitöö koolitusel õpiti valmistama painutatud kerega karpe, siis seekord võtsime käsile juba sammu võrra suurem töö: traditsioonilisel viisil painutatud kerega vaka valmistamise. Selle taustal on asjakohane heita pilk ka vakkade, külimittude ja sarjade valmistamise ajaloole Avinurmes – mida on Viires kirjutanud Avinurme sarjameistritest ning sellest, kuidas sarju ja vakku tehakse ning milliseid Avinurmest pärit sarju leiab Eesti muuseumitest.
Eelnevalt käsitletud karpide kõrval, mille läbimõõduks on tüüpiliselt 10–20 cm, oli teiseks painutatud kerega riista tüübiks VAKK (külimit ehk külvivakk, matt jm), mõõdult suurem, 30–40 cm läbimõõduga, 10–20 cm kõrgused. Aga ka kaanega ja kaunistatud veimevakad ning rautatud ja luustatud reisivakad. Ning kõige suuremateks painutatud kerega riistadeks olid SARJAD ja SÕELAD, mille läbimõõt oli tavaliselt 1–1,5 meetrit.
Avinurme külades valmistati laadakaubana siiski peamiselt külimitte, matte ja sarju. Ent siingi hääbus see tootmisharu 20. sajandi alguses rehepeksu- ja külvimasinate kasutuselevõtu ja leviku tõttu.
Kui karpide valmistamisel kasutatakse materjalina erinevaid lehtpuid, siis suuremaid painutatud kerega nõusid riistu valmistati valdavalt haavast, mis on pehme, sirge kiuga ning hästi lõhestatav ja painutatav.
Vakkade põhjad valmistati kuuse- või männipuust, sarjade põhjad punuti vahtrast, pärnast või toomingast.
Haab oli muidugi sobilik ka ummiknõude jm riistade valmistamise (ehkki Avinurmes eelistati umpude ehk umkude tegemisel sangleppa) ning ehitusmaterjalinagi.

Külimitud ja sarjad olid omal ajal samuti Avinurme meeste tüüpiliseks laadakaubaks, mida turustati üle mandri-Eesti. Sarjad ja külimitud ei olnud sellised puuriistad, mille valmistamisega tegelenuks iga talumees, vaid meistrimeeste toodang. 19. sajandil olid peamisteks sarja tootmise keskusteks Avinurme, Hiiumaa ja Nõva. Ent seetõttu oli ka nende valmistamine küllaltki tulus. Viires toob sarjade valmisamise kasumlikkuse näitena Laurissaare küla 20 ha suuruse Nõmme talu, kus oli 4 ha kehva põllumaad, aga talus 10 lehma ja 4 hobust, suvel põllutöö jaoks palgatud 2 sulast – sest oma talu mehed valmistasid aastaringselt sarju ja käisid neid laatadel müümas. (Viires 1947/1949)
Oma 1947. aasta välitööde päevikus kirjutab Viires, et külimittusid ja viljasarju valmistatakse veel peamiselt ADRAKUS, kus on alles 4-5 meistrit: vendade Jaan Kalause (25.02.1872–?, Litsemäe talu) ja Kaarel Kalause (10.12.1873–2.10.1944) pojad, nende seas Rein (Adraku, Litsemäe talu) ja Eduard (Ulvi, Otsara talu). Jaan ja Kaarel olnud ka Adrakus esimesed selle töö meistrid. Ka MAETSMAS olla üks-kaks külimitutegija ning 1920ndateni tegi sarju LAURISSAARE külas Nõmme talus ka Juhan Oja (4.12.1866–1940). Ajalooliselt oli aga päris sarjakülaks KIISSA, kus neid valmistati küla kõigis seistmes talus, ent rehepeksumasinate pealetuleku järel loobuti seal puutöö tegemisest.
Juhan Oja ongi ilmselt see sarjameister, keda tunneme fotograaf Ernst Witoffi 1921. aastal Laurissaare külas tehtud fotodel sarja silimisest.


RM Fn 1040:1075
1941. aastal küüditatud ja vangilaagris surnud fotograaf Carl Sarap jäädvustas 1939. aastal “Kauni kodumaa” postkaardisarjas Avinurme puutöömeistrit külimittu valmistamas (postkaart nr. 1412) – ent täpsemad andmed meistrimehe kohta puuduvad.
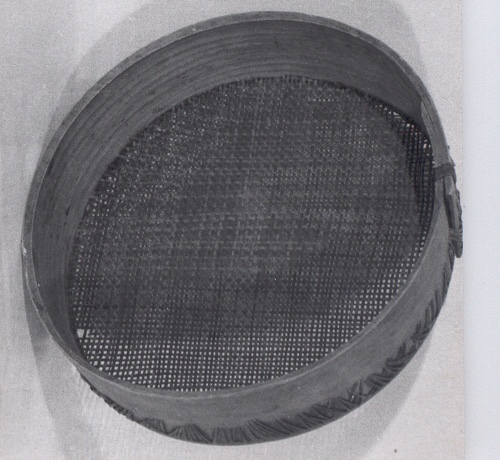
SARJAD
Sari oli suur sõel, mis oli Eestis põhiline riist, mida kasutati vilja puhastamiseks (tuulamiseks) – rehealusel tuuletõmbe käes.
Fotol vilja tuulamine Karksis, Piibu talus 1915. (autor: August Suurmets, allikas: Eesti Põllumajandusmuuseum, EPM FP 42:3)
Sarju valmistati Avinurmes tavaliselt kuues eri suuruses, mida sai üksteise sisse nn. rongiks laduda. Suurima sarja kerepakk oli 12 jalga (u. 3,6 meetrit), iga järgmise sarja kere pool jalga lühem.
Sarju valmistati kolme sorti: harv sari, tihke sari ja linaseemnesari.

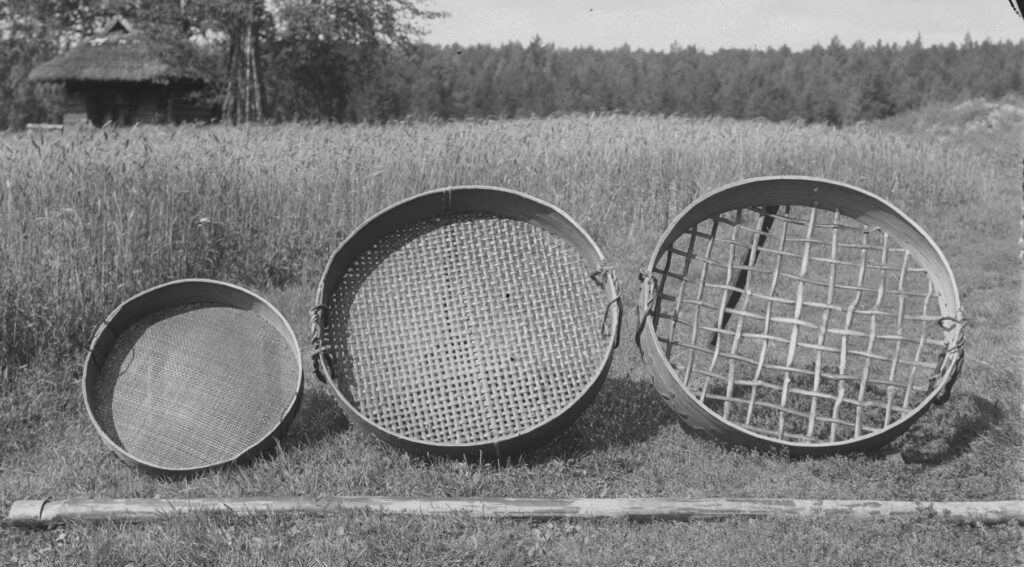
Suurim oli HARV SARI, millel oli toomingavarbadest hõre põhi. Seda kasutati suviviljast haganate ja sasi tuulamiseks.
Eesti Vabaõhiumuuseumi kogus (EVM E 242:45) on sari, mille tegi oma kodutalus Vadi külas Vanamihklil perepoeg Valter Mihkli p Vaino-Vain (1910-1992). Valter Vaino abikaasa Meeta Waino (s Lauringson, 1914-1958) kasutas sarja arvatavasti villa kuivatamiseks, tanguvorstide jahutamiseks jne. Kere kõrgus 17.5 cm, kerelaua laius 2.0 cm, läbimõõt: 113 cm, varbade vahekaugus punutises 6-10 cm.

(Eesti Vabaõhumuuseum SA, EVM E 242:45)
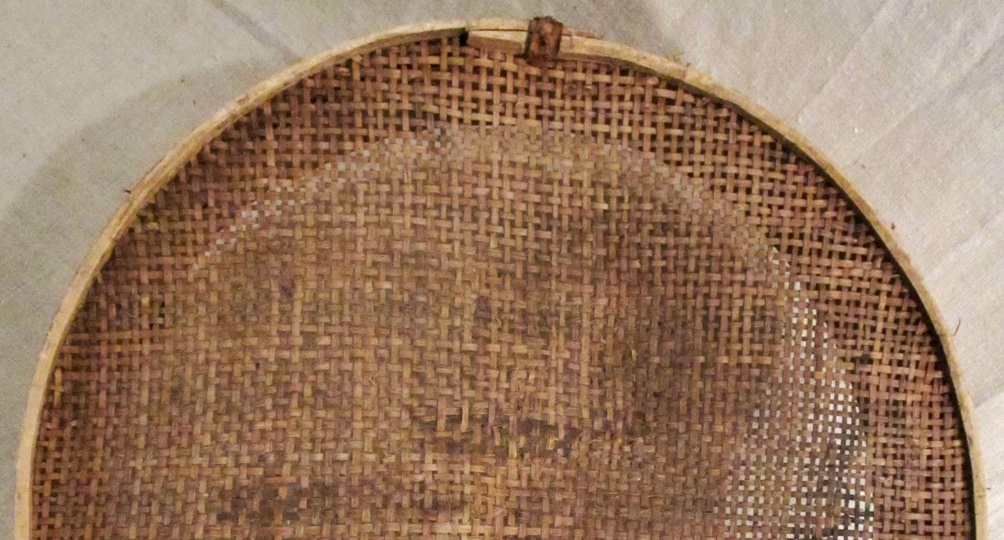
TIHKE SARJA põhi oli punutud vahtraniintest ehk vahtrakisust. Selle niined on u. 1 cm laiad ning niinte vahele moodustub u. 1 ruutsentimeetrine auk. Seda kasutati suvivilja teistkordseks ja rukki tuulamiseks.
Vabaõhumuuseumi kogus olev tihe sari Avinurmest (EVM E 84:67):

Kõige väiksem oli LINASEEMNESÕEL lõhmuseniintest punutud tiheda põhjaga ning nagu nimigi ütleb, kasutati seda linaseemnete tuulamiseks. Viires lisab, et tavalisi sõelu Avinurmes ei valmistatud. Neid tehti Vara (tänase Peipsiääre) valla Värgi külas.
Eesti Vabaõhumuuseumi kogus on kaks sõela, mis on saadud mahajäetud Kolgametsa talust Jõemetsa külast. Ühe kõrgus on 11 cm, läbimõõt: 36 cm, teisel kõrgust 11 cm, läbimõõt 45 cm.


Samuti on Vabaõhumuuseumi kogus (EVM E 225:99) Ulvi küla Tooma talust Aino Jalaki poolt muuseumile kingitud vahtrasugadest põhjaga sõel, millel kõrgust 10,5 cm ja läbimõõt 32 cm.

Eesti Vabaõhumuuseumi kogus on ka linaseemnesõel (EVM E 242:37) Vadi küla Värava talu peremehelt August Pardilt, annetajaks Leo Printslev. Sõela kere on haavast, põhi pärnaniiest ja õmmeldud on vahtraniiega. Läbimõõt on 59 cm, kerekaua kõrgus 16 cm, kere paksus u 1 cm.


Võrumaa muuseumi kogus (VK _ 1363:1 E 135:1) on haavastpuust lõhestatud puulaastust, niineribadega sõel, mida kasutati jahu sõelumiseks kooliõpetaja A. Randvere peres. Sõel on ostetud 1920-te aastate paiku Avinurme puunõude valmistajatelt.
KÜLIMITUD
Külimit ehk külvivakk on riist, mida kasutati külvivööga üle õla seotult vilja külvamisel. Samuti kasutati neid jahu, vilja vm hoidmiseks. Ent tegemist oli ka mõõduühikuga, mille täpne suurus on küll piirkonniti ja aja jooksul muutunud, aga Põhja-Eestis oli 3 külimittu = 1 (Tallinna) vakk ehk u. 44 liitrit.
Avinurmes valmistati kahte sorti külimitte: TÄISKÜLIMIT ehk kolmandik (1/3 vakka vilja), mille läbimõõt oli 18 tolli ning NELLANDIK (1/4 vakka), mille kere oli pool vaksa lühem. Peale nende tehti veel väiksemaid MATTE, millel kindlat mõõtu ei olnud.
Eesti Rahva Muuseumis on Joosep Niinepuult saadud külimit Avinurmest. Selle kõrgus on 12 cm, läbimõõt 43,5 cm.

Eesti vabaõhumuuseumis (EVM E 225:90) on ka Ulvi küla Tooma talu endisele pererahvale Rudolf (1913-1944) ja Alma (1910-1978) Traksile kuulunud vakk (12 cm kõrge, külgede paksus 8 mm ja läbimõõt 41 cm), mille saadi maja uue elaniku Aino Jalaki (1927–?) käest. Ent fotojäädvustus sellest puudub.
Virumaa Muuseumites (RM _ 1052 E 267:10) on aga Sagadilt saadud külimit (kõrgus 11,5 cm, läbimõõt 48 cm), mis on ilmselt ostetud just Avinurmest, pärineb ilmselt 18. saj. lõpust või 19. saj. algusest.
SARJADE JA VAKKADE VALMISTAMINE
Sarjade ja külimittude kere valmistatatakse haavapuust, mida on kõige kergem lühestada ja painutada. Materjali võib hankida igal aastaajal ning seda töödeldakse toorelt. Kuna kere tegemiseks sobib puu koorealune pinnakiht, mitte süda, siis kasutati nende valmistamiseks sageli mäda südamega haabu.
Vajaminevad tööriistad: kiilud, nui, kirves, voolmed, niirmeister, höövel ja nuga.
Viiresele demonstreeris sarja valmistamist Eduard Kalaus Otsara talust, Ulvilt (fotodel).

Haavapakk aetakse esmalt kiilide abil pooleks. Jämedama puu poolest võib saada isegi kolm lõmmu, peenemast puust kaks nellandikku. Viimasest omakorda võib saada kaks kerelauda, aga jämedast puust isegi kuni neli.
Pildil külimitu kerede lõhkumine. Otsara talu, Ulvi. Foto: Ants Viires (ERM Fk 1089:101)

Seejärel vestetakse lõmmu servad umbes kahe kere laiuselt sirgeks. Sirgeksvestetud servale aetakse kirve või noa terale nuiaga peale lüües piir, mida mööda toimub kere lõhkumine. Kohe aetakse ära ka kahe kerelaua vaheline piir.
Pildil vestmas lõmmu serva sarjakere saamiseks. Foto: Ants Viires (ERM Fk 1089:98)

Seejärel lõhutakse kere kiilide abil. Esmalt lüüakse lõmmu ladvapoolsesse otsa piirijoonele kolm kiili (keskele ja äärtesse), aga saab hakkama ka ühe suure kiiliga. Seejärel lüüakse otsa lähedale mööda piirijoont kaks-kolm väiksemat kiili, mis reguleerivad lõhenemise suunda. Puu lõhestatakse, tagudes vaheldumisi otsmist kiili sügavamale ning külgmisi kiile mööda laienevat pragu edasi tõstes.
Esmalt lõhutakse välja kahe kere laiune plank, misjärel see omakorda kaheks kerelauaks lõhki aetakse.
Nii saadakse umbes 5–10 minutiga kaks kumerat kerelauda.
Pildil sarjakere lõhkumine lõmmust kiiludega. Foto: Ants Viires (ERM Fk 1089:100)
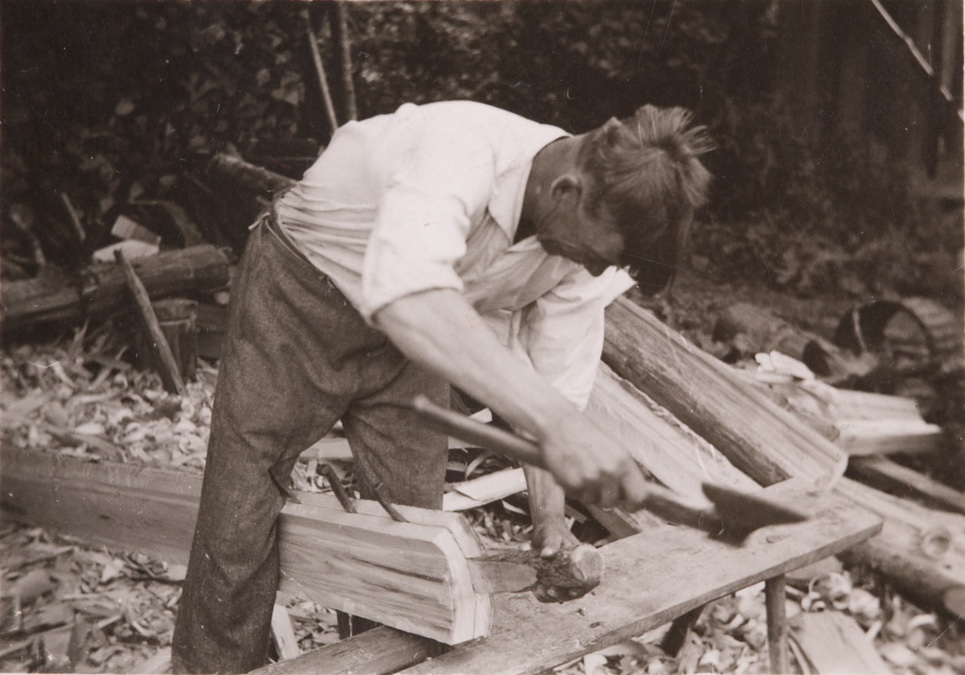

Seejärel vestetakse kirvega kere pealmine külg, hoides lauda serviti tööpingil. Maha võetakse ka pindmiselt laualt koor. Harilikult vestetakse ka koorealune kirvega siledaks.
Vesta tuleb pikki süüd, sest läbilöödud süüga puu lääb painutamisel killud pinnast lahti ja annab pindu.
Vestmise järel tõmmatakse kere pealmine kumer külg niirmeistriga sirgeks. Seejärel tõmmatakse reissmassinaga (reismaadiga) laua mõlemale servale paraja kerepaksuse (u. 1 cm) joon ning selle järgi vestetakse sisekülge kirvega.
Pildil külimitukere pealt vestmine. Foto: Ants Viires (ERM Fk 1089:103)

Seejärel hööveldatakse kerelaua nõgus sisekülg kumerateralise krupphöövliga. Varem oli siseülge voolitud voolmetega, mis oli aga raskem ja aeganõudvam töö, ent vabariigi algusaegadest oli seda hakatud höövliga tegema.
Kuna “haavapuu on villane ja võtab muidu karvaseks, hööveldamisel viirud sisse”, peavad tööriistad olema kere silumiseks eriti hästi teritatud.
Külimitukere seest hööveldamine krupphöövliga (Otsara talu, Ulvi). Foto: Ants Viires (ERM Fk 1089:106)

Enne painutamist aurutatakse lauad aurutorus. Pukkidele asetatud aurutoru alla pandi pada, kust juhiti veeaur torusse.
Kuni 1920ndate aastateni hautati laudu reheahjus. Selleks leotati neid esmalt mõnda aega vees ning seejärel pandi tunniks-paariks ahju.
Sarjakeresid, mille kumerus oli suurema läbimõõdu tõttu väiksem, leotati lihtsalt kaevukünas. Erinevalt külimitukeredest võib sarjakeresid ka külmalt, eelleotuse või hautuseta painutada.
Pildil külimitu kerede aurutoru Litsemäe talus, Adraku külas. Näha alumisel küljel olev ava, mille kaudu ühendati toru pajaga. Toru pikkus 2 m, läbimõõt seest 20 x 23 cm. Torusse mahtus korraga kuni 20 kere. Foto: Ants Viires, 27.VII 47.
(ERM Fk 1089:97)

Keresid painutatakse painutuse pakul ehk sambal – jämedal maasse löödud postil, mille külge on kinnitatud ammaspuu.
Hammaspuu vahele torgatakse otsapidi kerelaud, mida vaikselt painutama hakatakse, lükates kere nõksraaval hammaspuu vahel edasi, kuni see on tervenisti läbi painutatud.
Vajadusel aurutatakse ja painutatakse kere läbi mitu korda.
Pildil külimitu painutamise pakk Litsemäe talus, Adraku külas. Kõrgus 120 cm, jämedus 25 cm. Foto: Ants Viires, 27.VII 47. (ERM Fk 1089:96)

Painutamine toimub kogu keha jõuga ja peab olema väga ühtlane, et kuhugi kulpa (kulbast) sisse ei lööks.
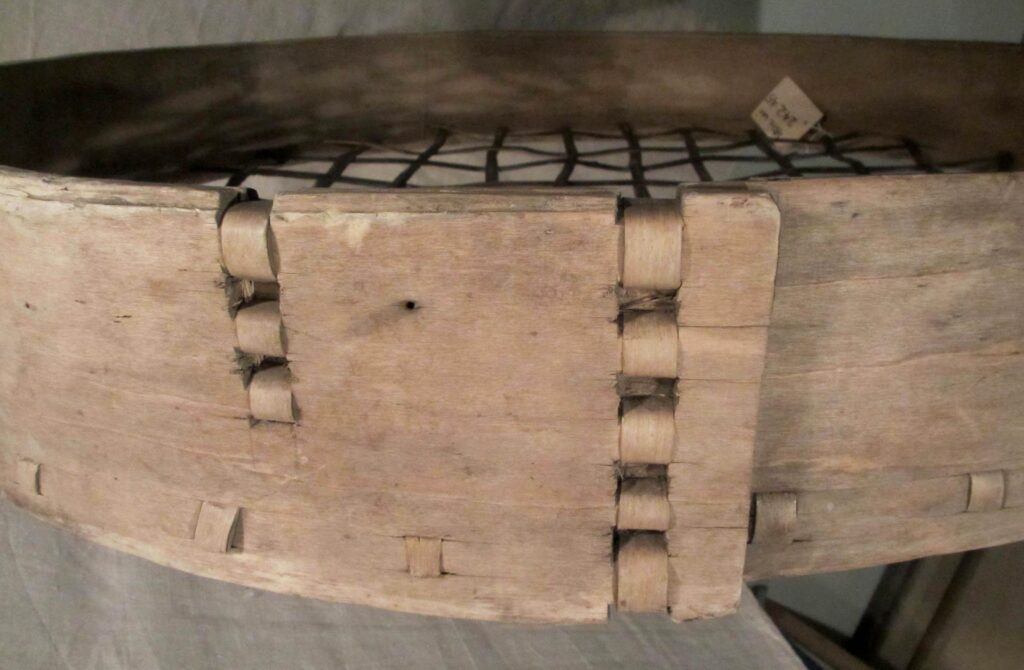
Peale läbipainutamist käänatakse kere kahe käega ja keharaskuse abil rõngasse ning otsad kinnitatakse omavahel puust pihtide (sarja-külimitupihtide) vahele.
Seejärel anstakse pihtide vahele pandud kerele õige ümarus, surudes põlvega seest ja kätega väljast. Tavaliselt on sarjad ja külimitud ringikujulised. Ent külimitte tehakse vahel ka neerukujulisena, et mugavam külvates kanda oleks. Selliseid külimitte painutatakse ja kuivatatakse erilise ammaspuu vahel ning õmmeldakse hiljem pisut teisiti.
Pihtide vahel peab kere kuivama paar päeva, seejärel ei tarvitse enam õigumist karta.
Pildil külimitukere painutamine painepakul Otsara talus, Ulvil. Foto: Ants Viires (ERM Fk 1089:108)

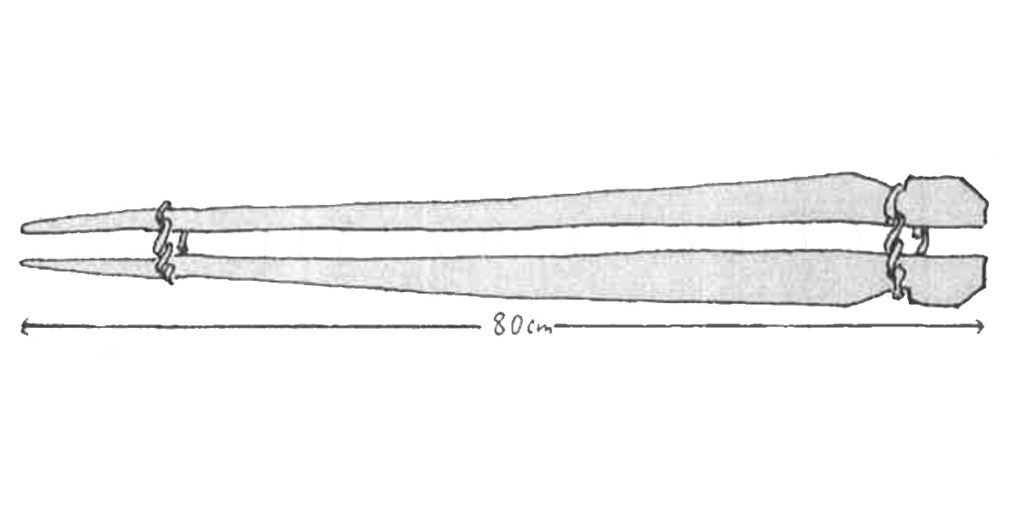
Sarjapihid – kaks puupulka, mille üks ots on teravdatud, teises otsas pead, mis on omavahel vitsavõruga püsivalt ühendatud. Kui kere on pihtide vahel, siis torgatakse vitsavõru ka teise otsa. (allikas: Ants Viires 1947/1949, ERM EAp 210 EA 54:2/118-299.

Kere otsad õmmeldakse omavahel kokku vahtraniinest (millest tehakse ka tihke sarja põhjasid). Et Avinurme kandis on vahtrapuid vähe, tuuakse materjal naabervaldadest, tsaariajal aga toodi seda peamiselt Venemaalt, Oudova ja Luuga maakonnast.
Niint kisutakse toorelt käsivarrejämedusest vahtrapakust.
Esmalt pakk kooritakse, seejärel lõhutakse kirve ja kiilu abil pooleks, need lõhestatakse noaga lõhandikeks ja lõmmudeks. Kiskumisel aetakse lõmmu ots noaga lõhki, seejärel tõmmatakse käega. Lõpuks niined veel silutakse ja teravdatakse noaga.
Niini hoitakse sarjatäite kaupa (75–90 niint) kimpu seotuna kuni tarvitamiseni. Enne tarvitamist leotatakse.
Kallimate sarjade põhjad punutakse vahtrapindadest, koorealustest niintest, mille pind on eriti sile ja libe.
Pildil lõmmu kiskumine vahtrast. Foto: Ants Viires (ERM Fk 1089:111)

Õmblemisel ühendatakse kere otsad kahe paari pihtidega, välimisele otsale lõigatakse noaga sisse nelinurksed augud ning alumisele otsale torgatakse kumerateralise õmblusepeitli ehk luda abil praod ette. Sama tööriista kasutatakse ka põhja tegemisel.
Juhan Oja Laurisaarest oli luda torgete vahel kastnud rasvaga, et see puust libedamini läbi läheks. Selleks oli tal rasv villase lapi peal kõrval.
Kere hakatakse õmblema kahe niinega mõlemast servast korraga, keskele kokku. Teine õmblus tehakse tavaliselt poole kereni.
Pildil sarjakere õmblemine. Foto: Ants Viires (ERM Fk 1089:113)

Esimesed põhjanined pannakse õmbluse juurest, kust mõõdetakse välja. Kui esimesed kuus niint on paigas, veetakse esimesed ristniined ja algab sarja põhja ladumine ehk põimimine.
Selleks, et niined ei kisuks sarja loperguseks, laotakse niied mõlemas suunas vaheldumisi. Vajadusel õgvendatakse sarjaniini pärast peitliga koputades.
Põhja valmistamine on ajakulukas töö ja võtab terve tööpäeva.
Pildil sarjapõhja ladumine. Ristniintele mõõdetakse keskpaik välja. Foto: Ants Viires (ERM Fk 1089:117)

Külimitu põhi valmistatakse kuuselaudadest, mis hööveldatakse enne siseüljelt siledaks. Seejärel pannakse kere põhjale, veetakse noaga kere sise- ja väliskülje järgi põhjale kriimud. Välise kriimu järgi lõigatakse põhi raamsaega välja, sisemise järgi uuratakse umbes poole laua paksuseni uurinoaga uurdejoon. Seejärel lõigatakse uure laua küljest välja ning lüüakse põhi alla.
Harilikult kinnitatakse põhi poolviltu läbi kere löödud puupulgakeste abil, millele väikese vindlaga augud ette on tehtud. Odavama külimitu põhi löödi uuemal ajal alla naeltega.
Seejärel hööveldatakse põhja alumine külg siledaks.
KASUTATUD ALLIKAD
Ants Viires 1960. Eesti rahvapärane puutööndus. Tallinn: Eesti Riiklik Kirjastus.
Ants Viires 1947/1949. Ülevaade kodutööndusest Avinurme vallas Jõgevamaal. Käsikiri. ERM EAp 210 EA 54:2/118-299.